
158-1093-6175
158-1093-6163
158-1065-2766
158-1093-6151
销售二部:
158-1093-6183
136-6102-1292
158-1093-6185
24h 热线:
136-6102-1292
158-1093-6185
技术应用:
137-1850-1223
133-8118-2765
销售传真:
010-56370579
集团电话:
010-56370558/59/60/61
咨询热线:
400-699-7255
终于搞懂了,基材喷砂后的表面粗糙度原来是这样看!
金属设备在涂装前,对其表面进行高质量的表面处理,毫无疑问可以更好的保证涂层质量,防止涂层剥落,保证设备使用寿命。对于喷砂的要求,通常要求喷砂等级达到Sa2.5级,表面粗糙度45-75μm。喷砂等级可以达到,表面粗糙度却容易被忽略。在喷砂时,选择合适的磨料,才能获得符合技术要求的表面粗糙度。
磨料尺寸选择:按粒径分为三档:粗砂(0.6-2.0mm,1-30目),中粗砂(0.425-1.4mm,1-40目),细砂(0.08-0.6mm, 30-80目) ,对于涂层厚度超过0.25mm , 为了增加更好的结合强度,宜选用粗砂,对于涂层厚度小于0.25mm,要求表面粗糙度比较均匀时,宜选用中粗砂。要求喷涂涂层表面比较光洁、均匀,宜选用细砂。
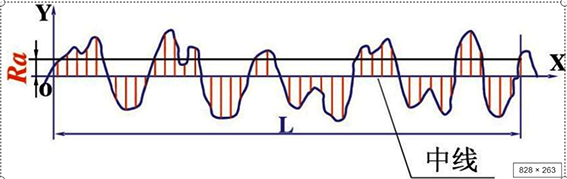
重点来了,粗糙度的表示方法: Ra,Ry,Rz值及意义
在取样长度内,沿测量方向(Y方向)的轮廓线上的点与基准线之间距离绝对值的算术平均值。通常认为Rz=(4~6)*Ra
2) 微观不平度十点高度Rz
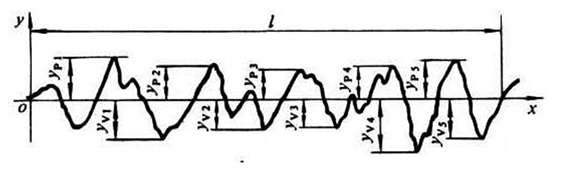
指在取样长度内5个最大轮廓峰高的平均值和5个最大轮廓谷深的平均值之和。现场通过触针仪直接测出的为Ry值,通常我们需测Ry5,即取样每2.5mm 测一点评估长度12.5mm,取5次的平均值。
3)轮廓最大高度Ry
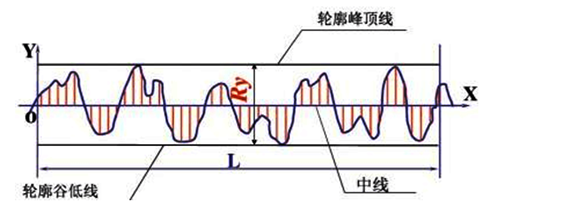
在取样长度内,轮廓最高峰顶线和最低谷底线之间的距离。表示取样长度内最大的波峰波谷距离。
志盛威华常规重防腐涂料要求的粗糙度通常为 Rz45~75微米,使用触针法测量,测量的是表面峰顶到谷底的高度,至少测量5个点以上取平均值,是常用的一种方法。Rz相当于 Ra的 4~6倍。
钢材表面具有合适粗糙度,有利于涂层保护性能的提高,粗糙度太大或太小均不利于涂层保护性能的发挥。涂料的用量一定时,粗糙度太大会造成涂层厚度分布不均匀,特别是波峰处膜厚不足,引起早期锈蚀;在波谷凹坑内会截留气泡,成为涂层气泡的根源。相反,粗糙度太小不利于附着力的提高。粗糙度不能超过涂层厚度的1/3。
问题来了,如果测量结果为350微米,锚纹40-100微米,最终的膜厚是否计算为280微米(按70微米扣除锚纹深度)?
首先,要确定是采用的什么仪器,如何校准的,方能对数据进行处理。
①、如果是采用类型Ⅱ电磁测厚仪,在光滑面上用350微米左右的塑料薄膜片进行校准,然后将仪器拿到涂层表面测量,得出结果为350微米,则应再减去一个修正值,表面粗糙度(锚纹)越大,修正值也会越大。锚纹40-100微米相当于中等粗糙度(ISO8502-2),按SSPCPA2中表2和ISO19840中的规定,该修正值应取25微米。这种情况下,记录的干膜厚度应为350-25=325微米。
②、如果是采用类型Ⅱ电磁测厚仪,且是在与待测涂层下的底材表面粗糙度差不多的底材上用350微米左右的塑料薄膜片校准仪器后,再将仪器拿到涂层表面测量,得出结果为350微米。这种情况下,结果不必修正,记录的干膜厚度应为350微米。
不同类型的涂料产品对基材表面粗糙度要求规范不同,多和厂家沟通,注重施工细节,志盛威华销售技术团队期待广大客户朋友来电咨询商讨。